















Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Brand: HongJun
Origin: Foshan
Certification: ISO9001
Status: New
Applicable Industry: Hotels, Manufacturing Plant, Food &Amp; Beverage Factory, Farms, Construction Works, Energy &Amp; Mining, Other
Out-of-warranty Service: Video Technical Support, Online Support, Spare Parts, Field Maintenance And Repair Service
Video Factory Inspection: Provided
Mechanical Test Report: Provided
Marketing Type: Ordinary Product
Core Component Warranty Period: 1 Year
Core Components: Plc
Place Of Origin: China
Warranty Period: 1 Year
Productivity: 1000l/Hour, 2000l/Hour, 3000l/Hour, 5000l/Hour, 50000l/Hour, 2500l/Hour, 10000l/Hour, 20000l/Hour, 4000l/Hour, 7500l/Hour
Packaging: standard
Productivity: 1000
Transportation: Ocean
Place of Origin: Foshan
Supply Ability: 1000
Certificate: ISO9001
Port: ShenZhen,Guangzhou
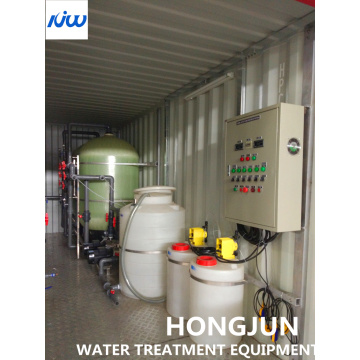
15m³/Hr Mobile Reverse Osmosis Water Treatment Plant – Advanced Purification for Industrial and Municipal Applications
The 15m³/Hr Mobile Reverse Osmosis Water Treatment Plant is a compact, high-efficiency system designed to deliver clean, potable water from diverse sources including brackish groundwater, surface water, and recycled wastewater. This mobile RO solution combines proven filtration technology with flexible deployment capabilities, making it ideal for remote or temporary sites where reliable water treatment is essential. By leveraging reverse osmosis principles, the unit effectively removes dissolved salts, heavy metals, microorganisms, and organic contaminants, ensuring compliance with international drinking water standards such as WHO and EPA guidelines.
At its core, this mobile reverse osmosis system employs advanced membrane technology—typically polyamide thin-film composite (TFC) membranes—that achieve removal rates exceeding 98% for total dissolved solids (TDS), bacteria, viruses, and other harmful substances. The process begins with pre-treatment stages like sediment filtration, activated carbon adsorption, and sometimes ultrafiltration, which protect the RO membranes from fouling and extend their operational lifespan. High-pressure pumps then force feedwater through the semi-permeable membrane under controlled pressure, separating purified water from concentrated impurities that are discharged as concentrate or brine stream.
Key features of this mobile reverse osmosis water purification unit include modular design for easy transport and setup, automated control systems for consistent performance, energy-efficient operation via variable frequency drives (VFDs), and real-time monitoring of critical parameters such as flow rate, pressure, and conductivity. It also supports integration with IoT-enabled sensors for predictive maintenance and remote diagnostics—ideal for operators managing multiple decentralized facilities across different regions.
This system excels in applications requiring reliable on-site water treatment without infrastructure constraints. Whether deployed at construction sites, mining operations, disaster relief zones, agricultural irrigation projects, or small-town water supply networks, the 15m³/hr mobile RO plant offers scalable, low-maintenance solutions tailored to varying raw water qualities. Its versatility extends beyond potable water production—it can be used for industrial boiler feedwater preparation, food and beverage processing, pharmaceutical-grade water generation, and even desalination of seawater in coastal areas.
Users consistently praise the system’s robustness, ease of installation, and ability to produce consistent water quality regardless of source variability. Many report significant reductions in downtime due to fewer membrane replacements and improved reliability compared to older models. Operators appreciate the intuitive interface and minimal training requirements, allowing non-specialist staff to manage daily operations effectively.
Common questions often revolve around maintenance schedules, expected lifespan of components, and compatibility with different water sources. Most units require quarterly inspections and biannual membrane cleaning depending on feedwater quality. With proper care, RO membranes typically last 2–4 years, while pre-filters may need replacement every 3–6 months. For saline or highly contaminated feedwaters, additional pretreatment steps like softening or chemical dosing might be recommended to optimize efficiency and longevity.
As global demand for sustainable water reuse grows, this mobile reverse osmosis solution stands out as an environmentally responsible choice—reducing reliance on freshwater extraction while enabling safe reuse of treated effluent in agriculture, cooling towers, or landscape irrigation. Whether you're addressing emergency water needs or implementing long-term water security strategies, this portable RO system delivers precision, flexibility, and peace of mind in one integrated package.
Product Categories : Customized Equipment > Mobile Drinking Water Supply System




Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.